Negli impianti industriali è sempre presente una rete di distribuzione di fluidi e solitamente è presente un serbatoio provvisto di una pompa dimensionata per garantire una portata che non sia inferiore alla richiesta media delle utenze servite; vediamo come dimensionare un serbatoio.
Quando il fluido è immagazzinabile, l’installazione di un serbatoio, opportunamente dimensionato, permette di proporzionare gli impianti di produzione o di alimentazione per un valore inferiore a quello corrispondente alla massima richiesta, e consente, quindi, di far funzionare gli stessi con un coefficiente di utilizzazione medio più soddisfacente.
Serbatoi dimensionati per garantire sempre la portata richiesta
Il serbatoio ha, essenzialmente, la funzione di accumulare il fluido nei periodi in cui la quantità di servizio richiesta è inferiore a quella resa disponibile dalla sorgente (fase di carico) e di erogarlo quando la richiesta dell’utenza è superiore (fase di scarico).
Ipotizzando di avere un impianto in cui la pompa eroga sempre una portata costante qm, ma la richiesta di fluido può essere maggiore o minore, il serbatoio permette di accumulare fluido quando la richiesta è minore di qm e di fornirlo in caso contrario.
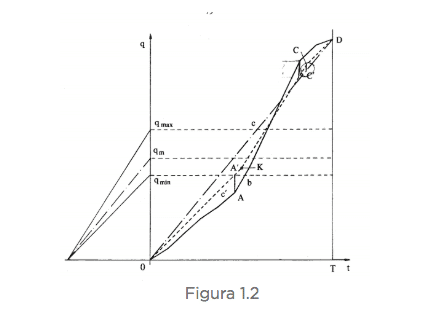
Per dimensionare un serbatoio in un impianto, se ci si trova nella situazione descritta sopra si può partire dalla curva della portata richiesta dall’impianto in funzione del tempo (curva a in Fig. 1.1) e della portata media erogata dalla pompa (curva c in Fig. 1.1).

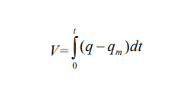
Il volume (V) del serbatoio (curva d in Fig. 1.1) si calcola sommando la differenza tra portata richiesta dall’impianto e portata erogata dalla pompa ad ogni istante t:
Se si guarda nel dettaglio la curva d in Fig. 1.1 si posso distinguere tre periodi:
1. nel tratto OA la funzione è decrescente, perché è q < qm, cioè la portata richiesta è minore di quella erogata: il fluido si accumula nel serbatoio fino a raggiungere al tempo tA il volume indicato dal segmento AA’ .
2. Dal punto A al punto C della curva d la funzione V = f(t) è crescente perché risulta q > qm, cioè la portata richiesta è maggiore di quella erogata, per cui si dovrà attingere dal serbatoio la quantità Vmax di fluido.
3. Dal punto C al punto D risulta nuovamenteq < qm e si sarà accumulato, sino al punto D, un volume espresso dall’ordinata CC’.
Di conseguenza la capacità Vs del serbatoio, per un corretto e continuo funzionamento del servizio, dovrà essere almeno uguale a Vmax cioè dovrà essere:
Vs ≥ Vmax = AA’ + CC’
Non è però detto che la pompa eroghi sempre una portata costante ma può essere dimensionata per erogare una portata varibile tra qmin e qmax, in questo caso si ottiene la curva c’ in Fig. 1.2. Come si può vedere in Fig. 1.2 il volume del serbatoio sarà minore del caso precedente e pari a Vs= AA’+CC’.
Dimensionare un serbatoio: quando installare un serbatoio sottodimensionato
Solitamente un serbatoio viene dimensionato per garantire sempre la portata richiesta, ma in alcuni casi si è disposti ad accettare che la portata di fluido richiesta non sia sempre soddisfatta.
Questa soluzione conviene solo se il risparmio ottenuto dall’istallazione di un serbatoio di volume minore rispetto al volume massimo è superiore al costo derivante dall’inefficienza del servizio.
Prendendo in considerazione il diagramma in Fig. 1 dove V è il volume del serbatoio (che come si può vedere è minore del volume massimo richiesto (V max)) possiamo notare che:
• Il primo tratto è decrescente ovvero la richiesta è minore dell’erogazione e il serbatoio si riempie.
• Il secondo tratto è crescente ovvero la richiesta è maggiore dell’erogazione per cui il serbatoio si svuota e nel periodo ∆t’ non sarà possibile erogare la portata richiesta.
• Il terzo tratto è decrescente per cui il fluido è nuovamente disponibile.
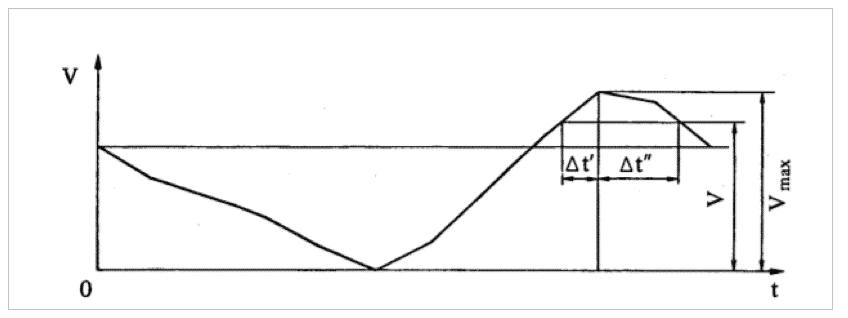
Fig. 2: Andamento del Volume in funzione del tempo.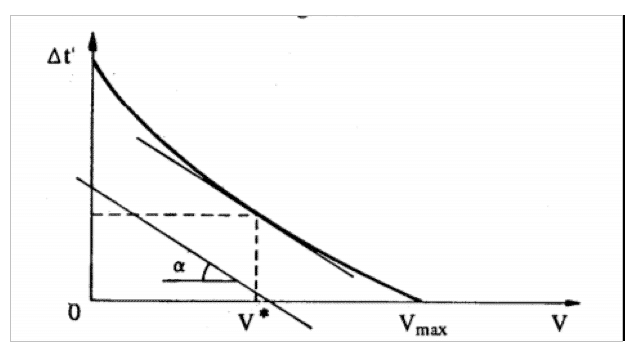
Fig. 3: Andamento del tempo di indisponibilità al variare del volume del serbatoio (Più il volume è vicino alla richiesta massima più il tempo di inefficienza diminuisce).
La soluzione del problema consiste nel cercare quel particolare valore di V che minimizzi i costi di impianto dell’accumulatore Ca(V) e quelli inefficienza, proporzionali al periodo di inefficienza ∆t’.
Precisamente la funzione di costo da minimizzare è:
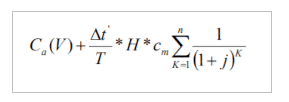
Dove:
• possiamo ipotizzare che il costo del serbatoio sia lineare con il suo volume secondo la relazione
• H sono le ore annue per cui è richiesto il funzionamento
• C_m è il costo di inefficienza per unità di tempo (Euro/ora)
• j è il tasso di attualizzazione
• n è il numero degli anni di vita utile prevista
• T è il periodo
Importanza del rivestimento
Un altro aspetto molto importante da considerare è il tipo di fluido stoccato nel serbatoio. Spesso nell’industria chimica e farmaceutica si ha a che fare con liquidi molto aggressivi che possono attaccare chimicamente il metallo del serbatoio. Per motivi economici ma soprattutto di sicurezza è indispensabile la presenza di un rivestimento che protegga il serbatoio dalla corrosione: in questo modo si riesce a combinare la resistenza dei metalli che costituiscono la parte esterna con l’ottima resistenza alla corrosione dei rivestimenti termoplastici. Solitamente il materiale preferito nei rivestimenti è il PTFE o il TFM (un tipo di PTFE modificato di seconda generazione).
Il primo garantisce una protezione contro fluidi corrosivi fino alla temperatura di 100C mentre il secondo grazie all’aggiunta del modificatore chimico PPVE può essere usato tra -260 e +200 e garantisce un maggior effetto barriera grazie alla densa microstruttura e all’assenza di vuoti.
Fonti: Laboratorio di Simulazione Industriali dell’università di Modena e Reggio Emilia